亚洲精品久久yy5099,国产乱子伦精品视频,精品黑人一区二区三区,国产av无码专区亚洲av软件,少妇人妻偷人激情视频,真人强讦试看20分钟真,国产精品中文色婷婷综合蜜桃视频,97超碰人人看超碰人人
網(wǎng)站首頁
關(guān)于我們
公司簡介
企業(yè)文化
資質(zhì)榮譽(yù)
社會責(zé)任
廠區(qū)風(fēng)貌
產(chǎn)品中心
焦化廢水處理
新型垃圾滲透液
電鍍廢水處理
醫(yī)藥廢水處理現(xiàn)場
油水分離裝置(集油器)
其他產(chǎn)品
電子宣傳冊
客戶案例
資質(zhì)榮譽(yù)
新聞資訊
行業(yè)資訊
常見問題
人才招聘
聯(lián)系我們
網(wǎng)站首頁
關(guān)于我們
公司簡介
企業(yè)文化
資質(zhì)榮譽(yù)
社會責(zé)任
廠區(qū)風(fēng)貌
產(chǎn)品中心
油水分離裝置(集油器)
電鍍廢水處理
新型垃圾滲透液
醫(yī)藥廢水
焦化廢水處理現(xiàn)場
客戶案例
資質(zhì)榮譽(yù)
新聞資訊
行業(yè)資訊
常見問題
人才招聘
聯(lián)系我們
超強(qiáng)氧化還原廢水處理裝置(CYH法)處理各種有機(jī)廢水、各種重金屬廢水
新聞資訊
首頁
>
新聞資訊
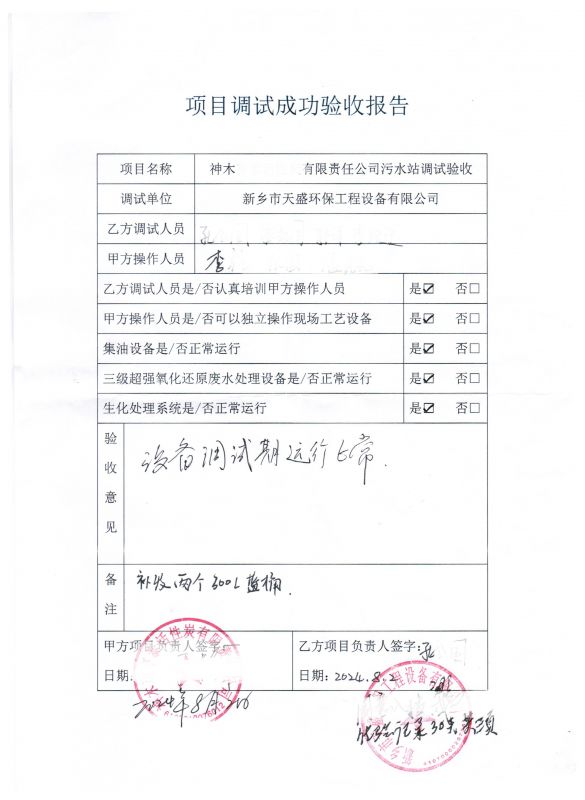
蘭炭廢水驗(yàn)收成功
.........
瀏覽量:3468
更新時(shí)間:2024-11-07
今日頭條刊登:喜迎二十大|超強(qiáng)氧化還原(CYH法)技術(shù),使污水處理再無后顧之憂
.........
瀏覽量:7911
更新時(shí)間:2022-10-18
新華在線轉(zhuǎn)載:《關(guān)注:解碼科技創(chuàng)新》——新鄉(xiāng)市天盛環(huán)保“超強(qiáng)氧化還原廢水處理技術(shù)”
.........
瀏覽量:8255
更新時(shí)間:2022-08-26
網(wǎng)易刊登:解碼科技創(chuàng)新——新鄉(xiāng)市天盛環(huán)保“超強(qiáng)氧化還原廢水處理技術(shù)
.........
瀏覽量:8327
更新時(shí)間:2022-08-26
中國高新技術(shù)網(wǎng)發(fā)布:《關(guān)注:解碼科技創(chuàng)新》——新鄉(xiāng)市天盛環(huán)保“超強(qiáng)氧化還原廢水處理技術(shù)”
.........
瀏覽量:8148
更新時(shí)間:2022-08-26
環(huán)保設(shè)備網(wǎng)刊登:特別報(bào)道:超強(qiáng)氧化還原廢水處理裝置破解廢水處理難題
.........
瀏覽量:7617
更新時(shí)間:2022-08-26
國際環(huán)保在線轉(zhuǎn)載:特別報(bào)道:超強(qiáng)氧化還原廢水處理裝置破解廢水處理難題
.........
瀏覽量:5204
更新時(shí)間:2022-08-26
新浪報(bào)道:超強(qiáng)氧化還原廢水處理裝置破解廢水處理難題
.........
瀏覽量:5033
更新時(shí)間:2022-08-26
河南網(wǎng)轉(zhuǎn)載:天盛環(huán)保電芬頓技術(shù)解決廢水處理提標(biāo)改造難題
.........
瀏覽量:5007
更新時(shí)間:2022-08-26
亞洲在線刊登:天盛環(huán)保電芬頓技術(shù)解決廢水處理提標(biāo)改造難題
.........
瀏覽量:4947
更新時(shí)間:2022-08-26
1
2
3
共22條 3頁,到第
頁
確定
Express Lane
快速通道
油水分離裝置(集油器)
電鍍廢水處理
新型垃圾滲透液
醫(yī)藥廢水
焦化廢水處理現(xiàn)場
餐余污水處理
含磷廢水處理
含砷廢水處理
化工廢水處理
糠醛廢水處理
林藥廢水處理
農(nóng)藥廢水處理
乳化液廢水治理裝置
蝕刻廢水處理
冶煉廢水處理
醫(yī)療廢水處理
印染廢水處理
有機(jī)廢水治理
油田乳化液廢水處理
重金屬回收及電鍍廢水處理
宣傳冊
主站蜘蛛池模板:
中国老妇女50xxxxhd
|
久久精品人人做人人爽97
|
欧美熟妇zozozo
|
香蕉影院在线观看
|
老鸭窝在线视频
|
新宁县
|
久久影院午夜理论片无码
|
和田县
|
中文字幕久精品免费视频
|
平邑县
|
久久久久久综合岛国免费观看
|
天堂www在线资源天堂在线
|
顶级欧美做受xxx000
|
暴力强奷在线播放无码
|
南漳县
|
久久精品免费一区二区三区
|
午夜免费视频
|
欧美疯狂性受xxxxx另类
|
国产成人无码一区二区三区
|
18禁无遮拦无码国产在线播放
|
香蕉久久丫精品忘忧草产品
|
欧美贵妇v办公室高跟鞋
|
国产成人精品三级在线影院
|
又粗又黄又猛又爽大片免费
|
赣榆县
|
heyzo无码综合国产精品
|
亚洲精品久久久蜜桃
|
东港市
|
亚洲色婷婷六月亚洲婷婷6月
|
乐都县
|
高清视频在线观看+免费
|
无人在线观看视频高清视频8
|
国产熟妇另类久久久久久
|
国产在线精品一区二区在线观看
|
性高朝久久久久久久久久
|
云林县
|
免费中文字幕日韩欧美
|
aaaaa级少妇高潮大片
|
亚洲 日本 欧美 中文幕
|
亚洲精品成人网久久久久久
|
民勤县
|